GEER-TECH THE higher sealing performance
Our designers offer the most suitable packing sealing solution based on the customer's compressor operating conditions. Whether high pressure or low pressure gas, lubricated or unlubricated operation, dry or wet, chemically aggressive or inert gas, we offer the most suitable sealing technology solution.
Cylinder ring
GEER-TECH The key to stable and reliable operation of the compressor is the correct material, the design of the cylinder ring of the packing box, which is perfectly adapted to the operating conditions of the compressor. Our engineers continuously develop and test improved materials and product designs under various operating conditions.

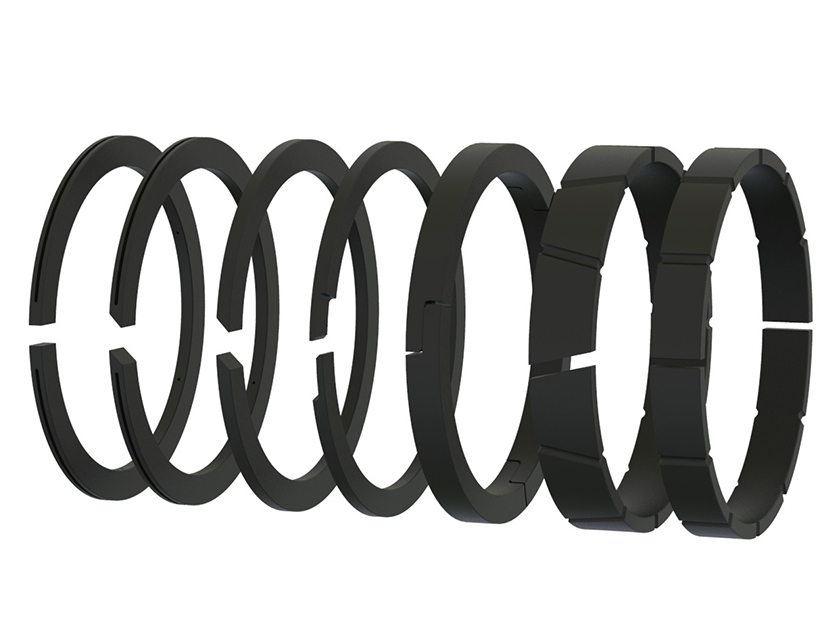
Packing
We are constantly trying to dig higher performance sealing materials, whether high or low pressure gas, lubricated or unlubricated operation, dry or wet, chemically aggressive or inert gas, we have the right materials Match and find the balance point.
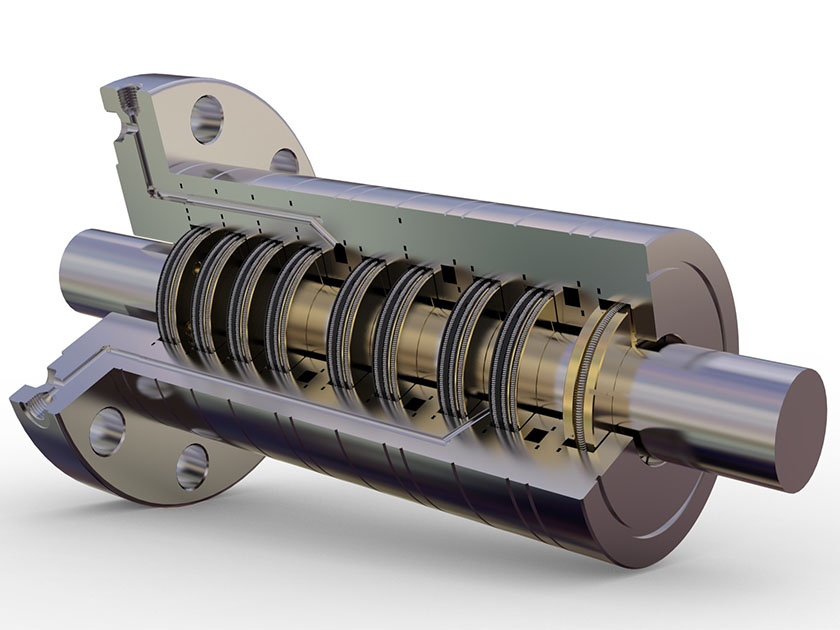
Packing Case
High-efficiency circulating cooling water channel, inclined hole drainage to achieve multi-channel layout, circulating water in and out, water cooling tank, protective gas inlet and outlet channels, gas leakage recovery channels, lubricating oil inlet and outlet channels, temperature sensor channels, etc.